Reworking used cylinder bores
Information on use
Can working with honing brushes or spring-loaded honing stones save you from having to carry out honing separately? Do you achieve improved cylinder sliding surfaces with honing brushes? You can find all the information in this article.
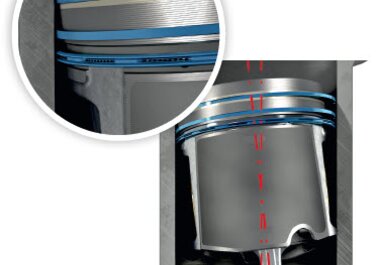
When replacing pistons or piston rings, so-called honing brushes or spring-loaded honing stones are often used in practice (Fig. 2 and 3). This machining step has little to do with correct honing, however. The more or less worn running surface of the cylinder liner is merely cleaned and roughened slightly. The cylinder geometry cannot be improved with this process. Because the grinding tools are spring-loaded, they follow every irregularity and every distortion and no improvement in the geometry can be achieved. The low contact pressure also means that it is almost impossible to achieve useful roughness values that could help to improve the lubricating effect. Only a slightly higher frictional resistance for the new piston rings is created, enabling them to adapt slightly faster to the cylinder wall. The wear present on the cylinder surface can not be reversed or improved. No lasting improvements in the cylinder sliding surfaces can therefore be achieved with honing brushes or spring-loaded honing stones – merely a slightly better appearance and a slightly shorter running-in time. This means that this method can not be regarded as a repair or reconditioning method.