Verifica dei risultati di levigatura
Forme di verifica e rappresentazione del parametro di levigatura ottimale
La levigatura, chiamata anche pomiciatura, è un processo di lavorazione/finitura adatto per quasi tutti i materiali e viene utilizzato, ad esempio, sulle superfici di scorrimento dei pistoni dei cilindri dei motori a combustione. Si utilizza un attrezzo chiamato levigatrice che può sia ruotare che spostarsi lungo l’asse orizzontale, per cui sulla superficie si formano prevalentemente delle rigature incrociate. Come si misurano i risultati della levigatura su un pezzo e come si valuta la superficie o la forma? Esiste un parametro di levigatura ottimale? Questo articolo mostra varie forme di verifica e valutazione della qualità della superficie (scabrosità della superficie) e delle deviazioni della circolarità sostanziali all’interno del cilindro.
Possibilità di verifica
Rugosimetro
")
Microscopio
")
Oltre al grafico della rugosità e al protocollo della misurazione, le immagini di microscopio rappresentano inoltre un ottimo strumento per rappresentare visivamente e documentare la qualità della levigatura.
Strumento per misure di interni
")
Con lo strumento per misure di interni è possibile rilevare la maggior parte delle forme dei cilindri indicate in basso.
Valutazione delle superfici
| Grandezza di misurazione | Descrizione | ||
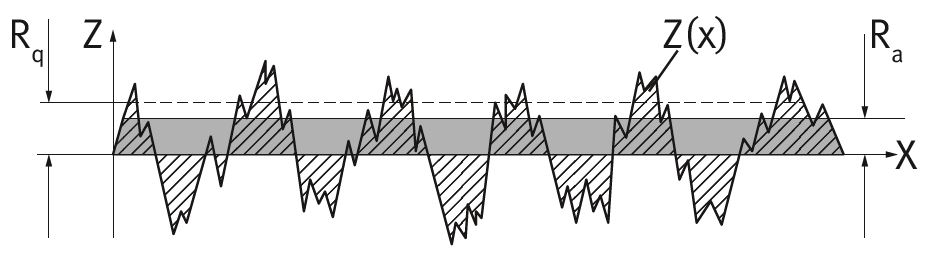
| Valori di rugosità media | Ra | Valore medio aritmetico degli importi di tutti i valori del profilo di rugosità |
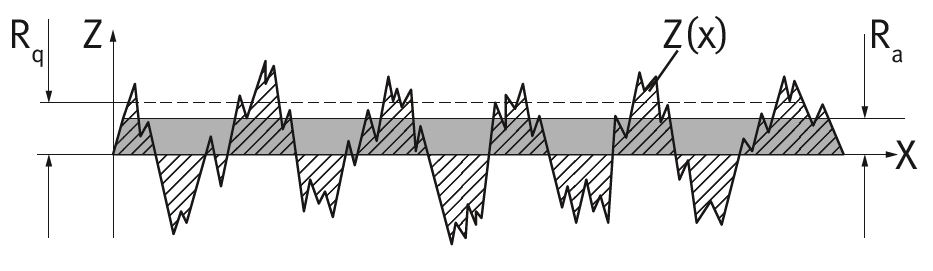 |
| Profondità di rugosità singola |
Rz1 | Somma dell’altezza massima di picco e della profondità massima di valle del profilo di rugosità all’interno di una lunghezza di base (lr) |
|
| Profondità di rugosità | Rz | Valore medio aritmetico dei valori di profondità di rugosità singola Rz1 di lunghezze di base consecutive |
 |
| Rmax | Massima profondità di rugosità singola all’interno della lunghezza di valutazione |
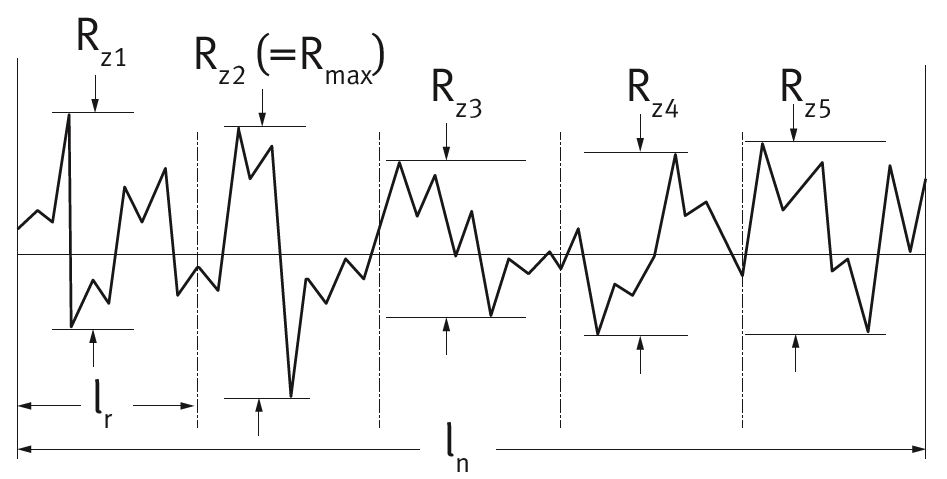
| Profondità di rugosità del nucleo del profilo |
Rk | Profondità del profilo di rugosità del nucleo |
| Altezza ridotta dei picchi | Rpk | Altezza media dei picchi sporgenti dalla rugosità del nucleo del profilo |
| Profondità ridotta dei solchi |
Rvk | Profondità media dei solchi sporgenti dalla rugosità del nucleo del profilo |
| Percentuale di materiale | Mr1 | Percentuale di materiale minima del profilo del nucleo di rugosità |
| Mr2 | Percentuale di materiale massima del profilo del nucleo di rugosità |
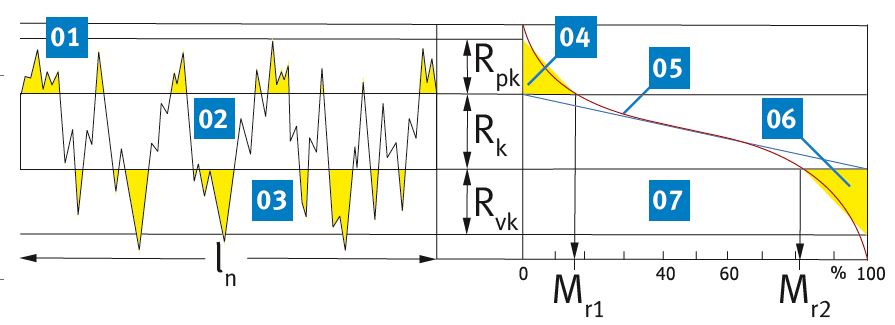
Legenda
01 Picchi di profilo
02 Nucleo del profilo
03 Solchi di profilo
04 “Area del picco”
05 Curva della percentuale di materiale (curva Abbott)
06 “Area del solco”
07 Percentuale di materiale
| Grandezza di misurazione | Unità | Valori consigliati Lunghezza di tracciamento: 4,8 mm / punta dello stilo: 2 μm / 90° |
||
| Autovettura benzina / diesel |
Veicolo commerciale diesel |
|||
| Rugosità media aritmetica |
Ra | μm | 0.15 ... 0.40 | 0.30 ... 0.50 |
| Altezza ridotta dei picchi |
Rpk | μm | 0.10 ... 0.40 | 0.20 ... 0.60 |
| Profondità di rugosità del nucleo del profilo |
Rk | μm | 0.20 ... 0.60 | 0.50 ... 1.50 |
| Profondità ridotta dei solchi |
Rvk | μm | 0.50 ... 1.00 | 0.50 ... 1.50 |
| Percentuale di materiale minima |
Mr1 | % | 4 ... 12 | 4 ... 10 |
| Percentuale di materiale massima |
Mr2 | % | 75 ... 90 | 80 ... 90 |
| Angolo di levigatura | α | ∠° | 25 ... 45 | 40 ... 60 |
Valutazione di forme e geometrie
| Tipo di errore | Causa dell’errore | Rimedio | ||
 Out-ofroundness Out-ofroundness |
0° ordine: cilindro perfetto |
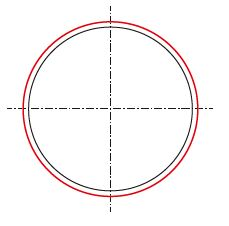 |
Geometria perfetta | |
| 1° ordine: eccentricità |
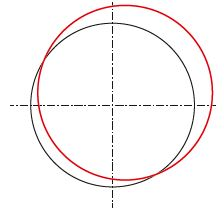 |
Causata da testa per levigare bloccata |
Verificare la libera mobilità della testa per levigare |
|
| 2° ordine: cilindri ovali |
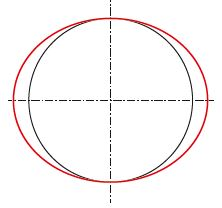 |
Causati da deformazioni e riscaldamento eccessivo |
Riduzione della pressione di taglio – all’occorrenza sostituzione dei levigatori |
|
| 3° ordine: acircolarità triangolari |
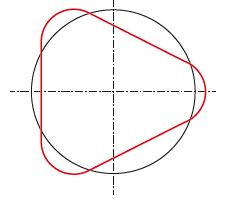 |
Risultanti da svergolamenti di 2° e 4° ordine |
Per i rimedi, vedi 2° e 4° ordine | |
| 4° ordine: errori di forma quadratici |
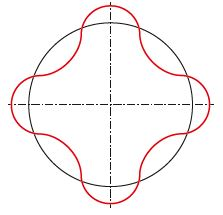 |
Spesso dovuti a svergolamenti provocati dal serraggio delle viti della testata |
Riduzione degli svergolamenti tramite l’impiego di una piastra di torsione |
|
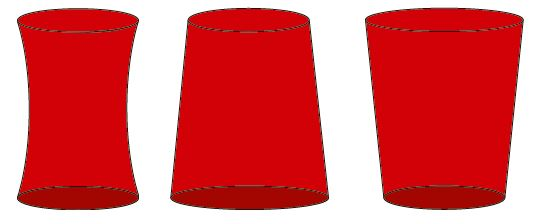 Forme a tromba, cono o imbuto Forme a tromba, cono o imbuto |
Sono causate da una posizione errata della corsa. L’oltrecorsa del levigatore sul lato con il diametro più grande è eccessivo |
Correggere la posizione della corsa – ridurre l’oltrecorsa del levigatore o utilizzare levigatori più corti |
||
 Forme a botte Forme a botte |
Vengono a crearsi durante la levigatura con un oltrecorsa del levigatore insufficiente o levigatori troppo corti |
Aumentare l’oltrecorsa del levigatore o utilizzare barrette di levigatura più lunghe |
||
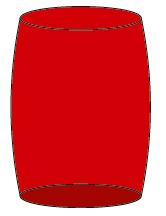
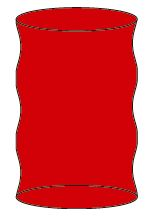 Ondulazioni Ondulazioni |
sono dovute alla levigatura con levigatori estremamente corti o se si tenta di eliminare restringimenti tramite la permanenza della testa per levigare nel punto interessato |
Levigatori più lunghi, corse corte per la lavorazione mirata di restringimenti |
Parole chiave
Gruppi prodotti
Questo potrebbe interessarvi
