Comprobación de los resultados de bruñido
Opciones de análisis y descripción de los parámetros de bruñido óptimos
El bruñido, también llamado honing, es una mecanización fina/método de producción para casi todos los materiales y puede emplearse, por ejemplo, en superficies de deslizamiento de pistones para cilindros de motores de combustión. La herramienta utilizada se llama bruñidor y se mueve de forma giratoria y en el eje longitudinal, de modo que en la superficie, en la mayoría de los casos, se puede reconocer el rectificado en cruz. Pero ¿cómo se mide el resultado del bruñido en una pieza de trabajo y cómo se evalúa la superficie o forma? ¿Existen parámetros de bruñido óptimos? En este artículo se señalan las diferentes opciones de comprobaciones y evaluaciones que pueden verificar el acabado superficial (rugosidad superficial) y la variación de redondez en el cilindro.
Posibilidades de comprobación
Medidor de rugosidad
")
Microscopio
")
Junto con el diagrama de rugosidad y el protocolo de medición, las capturas de microscopio son también un buen medio para visualizar y documentar la calidad del bruñido.
Aparato de medición fina interior
")
Con el aparato de medición fina interior puede determinarse la mayoría de las formas de cilindro mostradas a continuación.
Evaluación de las superficies
| Parámetros | Descripción | ||
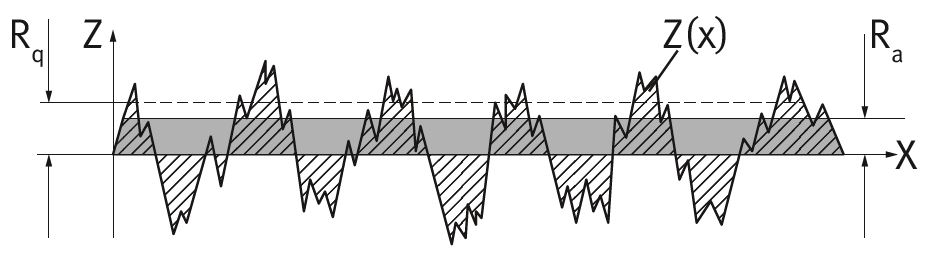
| Valores medios de rugosidad | Ra | Valor medio aritmético de las medidas de todos los valores del perfil de rugosidad | 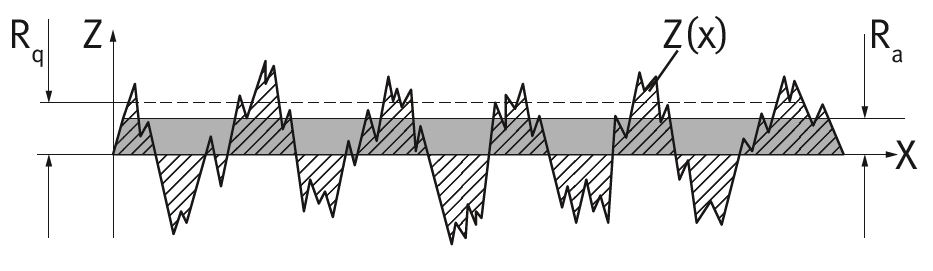 |
| Profundidad de rugosidad individual | Rz1 | Suma de la altura del máximo pico del perfil y de la profundidad del máximo valle del perfil de rugosidad dentro de una distancia medida individualmente (lr) | |
| Profundidad de la rugosidad | Rz | Valor medio aritmético de las profundidades de rugosidad individuales Rz1 de las distancias medidas individualmente sucesivas | 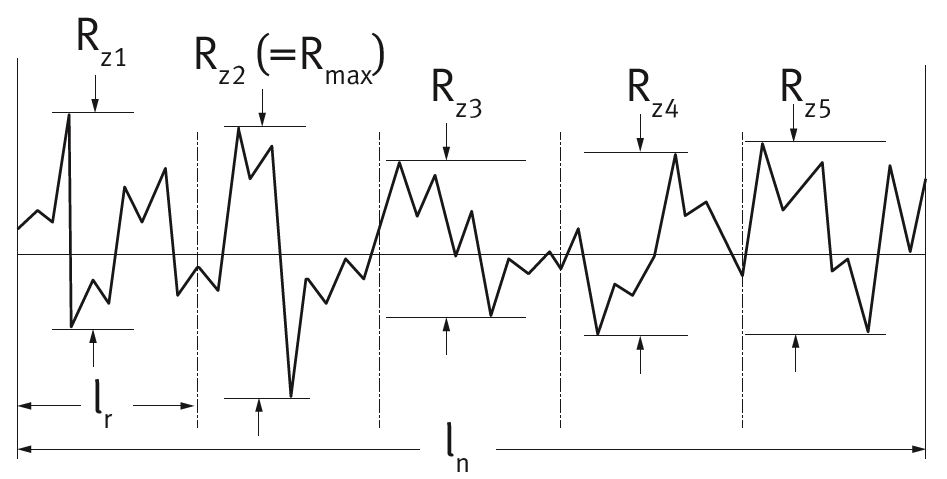 |
| Rmax | Máxima profundidad de rugosidad individual dentro de la distancia medida total |
| Profundidad de la rugosidad del núcleo | Rk | Profundidad del perfil de rugosidad del núcleo |
| Altura de picos reducida | Rpk | Altura media de los picos que sobresalen del área del núcleo |
| Profundidad de la estría reducida | Rvk | Profundidad medida de las estrías que sobresalen del área del núcleo |
| Porcentaje de material | Mr1 | Menor porcentaje de material del perfil de rugosidad del núcleo |
| Mr2 | Mayor porcentaje de material del perfil de rugosidad del núcleo |
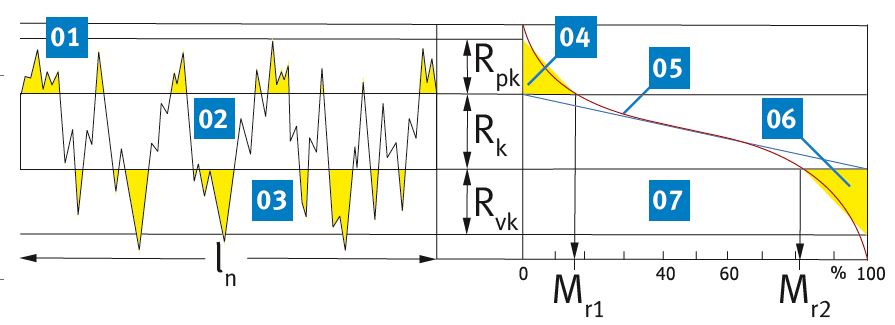
Leyenda
01 Área de picos en el perfil
02 Área del núcleo
03 Área estriada en el perfil
04 «Superficie de picos»
05 Curva de porcentaje de material (curva Abbott)
06 «Superficie estriada»
07 Porcentaje de material
| Parámetros | Unidad | Valores recomendados Longitud de palpado: 4,8 mm/punta palpadora: 2 µm/90° | ||
| Turismo gasolina/ diésel | Vehículo industrial diésel | |||
| Valor medio de rugosidad aritmético | Ra | μm | 0.15 ... 0.40 | 0.30 ... 0.50 |
| Altura de picos reducida | Rpk | μm | 0.10 ... 0.40 | 0.20 ... 0.60 |
| Profundidad de la rugosidad del núcleo | Rk | μm | 0.20 ... 0.60 | 0.50 ... 1.50 |
| Profundidad de la estría reducida | Rvk | μm | 0.50 ... 1.00 | 0.50 ... 1.50 |
| Menor porcentaje de material | Mr1 | % | 4 ... 12 | 4 ... 10 |
| Mayor porcentaje de material | Mr2 | % | 75 ... 90 | 80 ... 90 |
| Ángulo de bruñido | α | ∠° | 25 ... 45 | 40 ... 60 |
Evaluación de formas y geometrías
| Tipo de fallo | Motivo del fallo | Ayuda | ||
 Ovalaciones Ovalaciones |
Orden 0: cilindro perfecto | 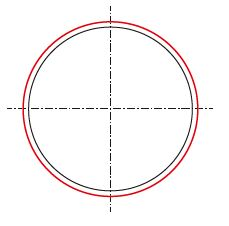 |
Geometría correcta | |
| 1.er orden: excentricidad | 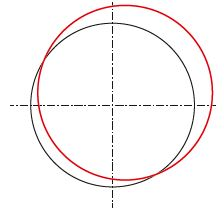 |
Debido a cabezal de bruñido fijo | Comprobar el movimiento del cabezal de bruñido | |
| 2.º orden: cilindro ovalado | 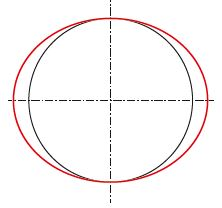 |
Generado por deformaciones y sobrecalentamiento | Reducción de la presión de corte, dado el caso, sustitución de las piedras de bruñir | |
| 3.er orden: ovalación triangulares | 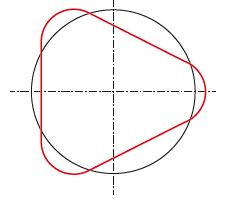 |
Resultantes debido a deformaciones de 2.º y 4.º orden | Para obtener ayuda véase el 2.º y 4.º orden | |
| 4.º orden: fallo de forma cuadrado | 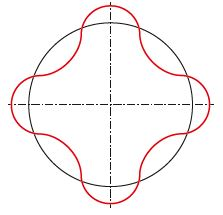 |
Generado casi siempre a causa de deformaciones debidas al apriete de los tornillos de culata | Reducción de las deformaciones utilizando gafas de bruñido | |
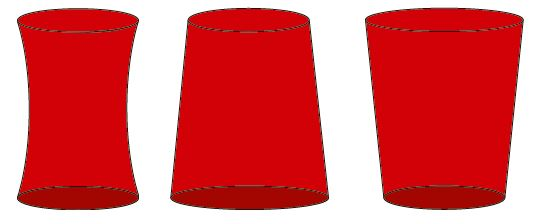 Formas de trompeta, cono y embudo Formas de trompeta, cono y embudo |
Generadas por una posición incorrecta. El rebase de piedra de bruñir es excesivo en el lado con el mayor diámetro | Corregir la posición: reducir el rebase de piedra de bruñir o utilizar una piedra de bruñir más corta | ||
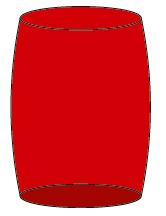 Forma de barril Forma de barril |
Generada al bruñir con un rebase de piedra de bruñir insuficiente o piedras de bruñir demasiado cortas | Aumentar el rebase de piedra de bruñir o utilizar regletas de bruñido más largas | ||
 Ondulaciones Ondulaciones |
Generadas cuando se bruñe con una piedra de bruñir excesivamente corta o se intenta tratar lugares angostos aplicando el cabezal de bruñido durante más tiempo | Piedras de bruñir más largas, carreras cortas en la mecanización selectiva de lugares angostos |
Palabras clave
Grupos de productos
Esto también le podría interesar
