Verificação de resultados do brunimento
Possibilidades de verificação e representação de parâmetros de brunimento ideais
O brunimento é um processamento fino/método de produção para quase todos os materiais e pode ser usado, por exemplo, nas superfícies de deslizamento de pistões para cilindros de motores de combustão. A ferramenta utilizada é chamada de brunidor e se move rotativamente e no eixo longitudinal, sendo que depois a superfície geralmente é reconhecida pelo polimento cruzado. Mas como medir os resultados do brunimento em uma peça de trabalho e avaliar a superfície ou o formato? Existem parâmetros de brunimento ideais? Nesta postagem são exibidas as diferentes possibilidade de verificação e avaliação, que permitem verificar a qualidade de superfície (rugosidade da superfície) e os desvios de circularidade no cilindro.
POSSIBILIDADES DE VERIFICAÇÃO
Rugosímetro
")
Microscópio
")
Para além do documento relativo à rugosidade e do protocolo de medição, as gravações microscópicas também são um bom meio para visualizar e documentar a qualidade do brunimento.
Aparelho de medição interna de precisão
")
Com o aparelho de medição interna de precisão podem ser apuradas a maioria das formas do cilindro exibidas em baixo.
AVALIAÇÃO DAS SUPERFÍCIES
| Grandeza de medição | Descrição | ||
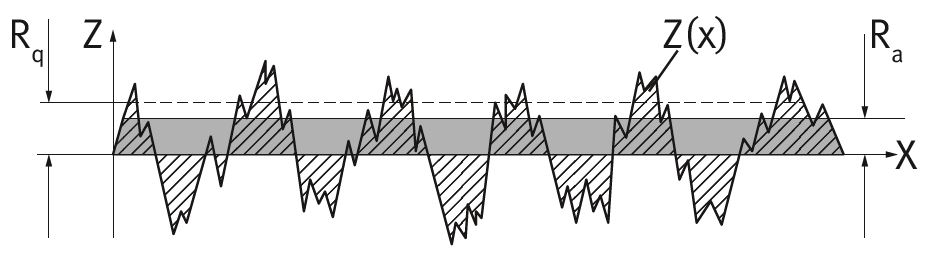
| Valores de rugosidade média |
Ra | Valor médio aritmético de todos os valores de perfil do perfil de rugosidade |
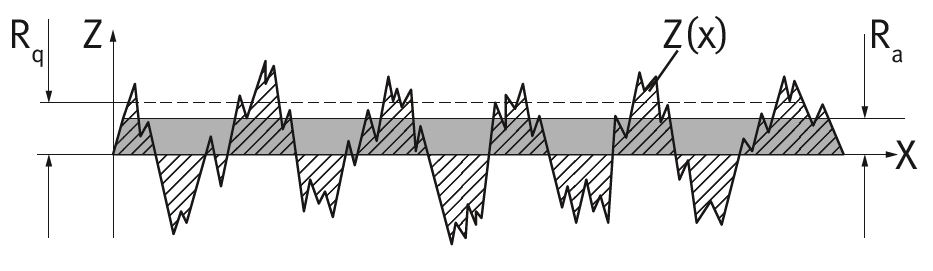 |
| Profundidade individual da rugosidade |
Rz1 | Soma da altura do maior pico do perfil e da profundidade do maior vale do perfil de rugosidade dentro de um trajeto de medição individual (lr) |
|
| Profundidade da rugosidade |
Rz | Valor médio aritmético das profundidades individuais da rugosidade Rz1 de trajetos de medição individuais consecutivos |
 |
| Rmax | Maior profundidade individual da rugosidade dentro do trajeto de medição total |
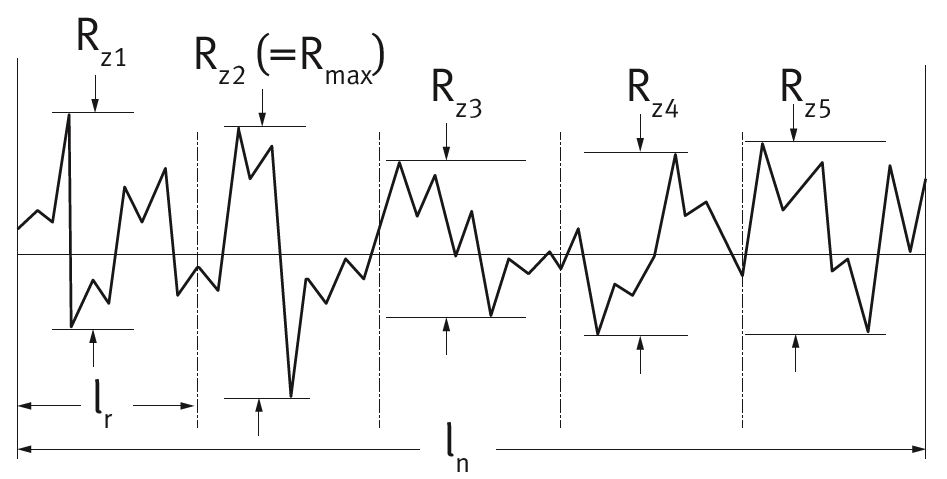
| Profundidade básica da rugosidade |
Rk | Profundidade do perfil básico da rugosidade |
| Altura reduzida do pico | Rpk | Altura média dos picos que saem da área básica |
| Profundidade reduzida das estrias |
Rvk | Profundidade média das estrias que saem da área básica |
| Percentagem do material | Mr1 | Percentagem mínima do material do perfil básico da rugosidade |
| Mr2 | Percentagem máxima do material do perfil básico da rugosidade |
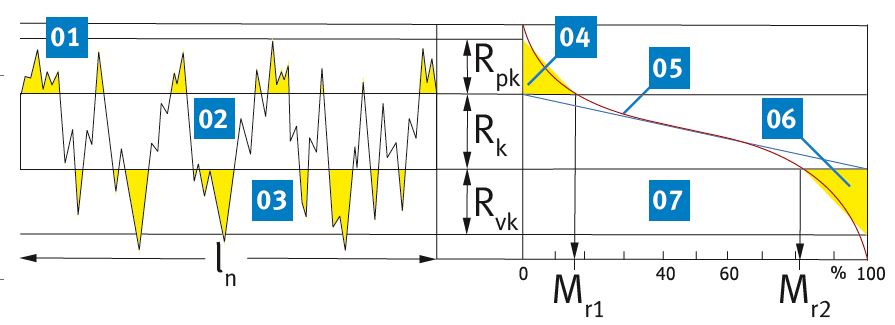
Legenda
01 Área de pico do perfil
02 Área básica
03 Área de estria do perfil
04 “Área do pico”
05 Curva da percentagem do material (curva de Abbott)
06 “Área de estria”
07 Percentagem do material
| Grandeza de medição | Unidade | Valores recomendados Trajeto de apalpação: 4,8 mm / ponta de apalpação: 2 μm / 90° | ||
| Veículos ligeiros a gasolina / diesel |
Veículos utilitários a diesel |
|||
| Valor aritmético de rugosidade média |
Ra | μm | 0.15 ... 0.40 | 0.30 ... 0.50 |
| Altura reduzida do pico |
Rpk | μm | 0.10 ... 0.40 | 0.20 ... 0.60 |
| Profundidade básica da rugosidade |
Rk | μm | 0.20 ... 0.60 | 0.50 ... 1.50 |
| Profundidade reduzida das estrias |
Rvk | μm | 0.50 ... 1.00 | 0.50 ... 1.50 |
| Percentagem mínima do material |
Mr1 | % | 4 ... 12 | 4 ... 10 |
| Percentagem máxima do material |
Mr2 | % | 75 ... 90 | 80 ... 90 |
| Ângulo de brunimento | α | ∠° | 25 ... 45 | 40 ... 60 |
AVALIAÇÃO DE FORMAS E GEOMETRIAS
| Tipo de erro | Motivo do erro | Solução | ||
 Faltas de Faltas decircularidade |
Ordem nula: Cilindro perfeito |
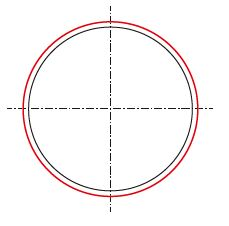 |
Geometria correta | |
| 1.ª ordem: Excentricidade |
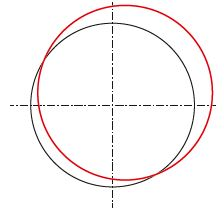 |
Ddevido à cabeça de brunimento fixa |
Verificar a boa mobilidade da cabeça de brunimento |
|
| 2.ª ordem: Cilindros ovais |
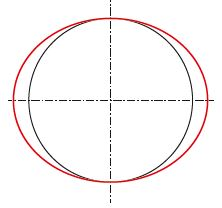 |
Resultam de deformações e sobreaquecimento |
Redução da pressão de corte – eventual substituição das pedras de brunimento |
|
| 3.ª ordem: Faltas de circularidade triangulares |
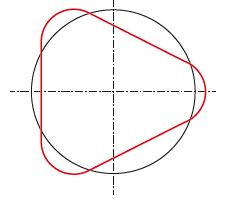 |
Ddecorrentes de deformações de 2.ª e 4.ª ordem |
Soluções, ver 2.ª e 4.ª ordem | |
| 4.ª ordem: erros de forma quadráticos |
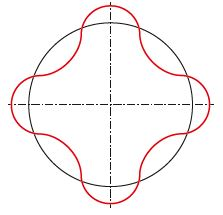 |
Resultam sobretudo de deformações causadas pelo aperto dos parafusos da cabeça do motor |
Redução das deformações mediante o uso de uma placa de brunimento |
|
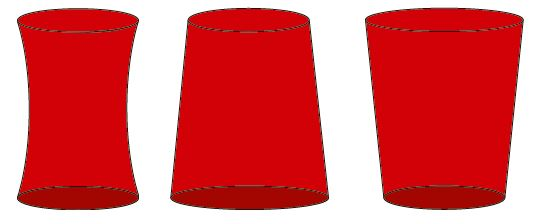 Formas de trompete, cone e funil Formas de trompete, cone e funil |
Resultam de uma posição de elevação errada. A aplicação da pedra é excessiva do lado com o diâmetro maior |
Corrigir a posição de elevação – diminuir a aplicação da pedra ou usar pedras de brunimento mais curtas |
||
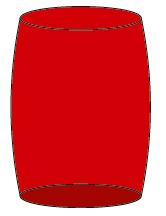 Formas de barril Formas de barril |
Aparecem ao brunir com aplicação insuficiente da pedra ou pedras de brunimento demasiado curtas |
Aumentar a aplicação da pedra ou usar barras de esmerilar mais longas |
||
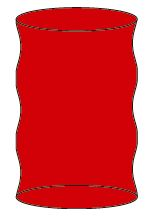 Ondulações Ondulações |
Formam-se quando o brunimento é efetuado com pedras de brunimento extremamente curtas ou se tenta eliminar os estreitamentos através da permanência da cabeça de brunimento |
Pedras de brunimento mais longas, cursos curtos no processamento direcionado dos estreitamentos |
Palavras-chave
Grupos de produtos
Isso também poderá ser do seu interesse
