Обработка бывших в употреблении цилиндров
Информация о пользовании
Можно ли заменить надлежащее хонингование обработкой при помощи хонинговальных щеток или подпружиненных хонинговальных брусков? Возможно ли улучшение рабочих поверхностей цилиндров за счет обработки хонинговальными щетками? В этой статье вы найдете всю необходимую информацию.
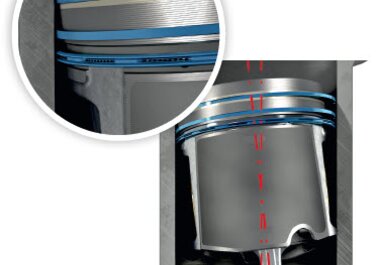
Часто на практике, в случае замены поршней или поршневых колец, выполняют обработку отверстий цилиндров с помощью так называемых хонинговальных щеток или подпружиненных хонинговальных брусков (Рис. 2 и 3). Однако с правильным процессом хонингования подобная обработка имеет мало общего. В этом случае более или менее изношенная рабочая поверхность цилиндра подвергается только очистке и приобретает незначительную шероховатость. Путем такой обработки невозможно улучшить геометрическую форму цилиндра, поскольку используемые подпружиненные шлифовальные инструменты точно повторяют форму любой некруглости или деформации. Кроме того, по причине незначительного давления прижима не достигается требуемая глубина шероховатости, которая способствовала бы улучшению процесса смазывания. При обработке такого рода незначительно увеличивается только сопротивление трения новых поршневых колец, благодаря чему они быстрее адаптируются к стенкам цилиндра. Таким образом невозможно устранить имеющийся износ внутренней поверхности цилиндра или уменьшить его воздействие. Обработка с помощью хонинговальных щеток или подпружиненных хонинговальных брусков не позволяет надолго повысить качество рабочей поверхности цилиндра, а только улучшает её внешний вид и слегка сокращает время приработки. Это означает, что данный метод не подходит для выполнения качественного ремонта.