
Технипедия

Информация о диагностике
Топливный и водяной насос — это одно и то же?
Последствия в случае неправильного выбора/использования

Информация о пользовании
Замена водяного насоса
Демонтаж, монтаж и ввод в эксплуатацию на автомобилях
Информация о диагностике
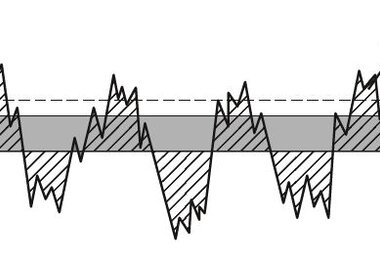
Проверка результатов хонингования
Возможности проверки и представление оптимальных параметров хонингования

Информация о диагностике
Повреждения от воды в двигателе автомобиля
Загрязненное топливо или проблема с конденсатом?
Информация о продукте
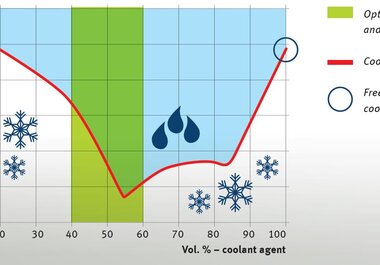
Охлаждающие жидкости в автомобильных двигателях
Назначение и технологические отличия
Информация о продукте
Системы рециркуляции отработанных газов высокого / низкого давления
What is the difference?

Информация о продукте
Герметичность и дренажное отверстие (вентиляция) водяных насосов в автомобилях
Информация о диагностике
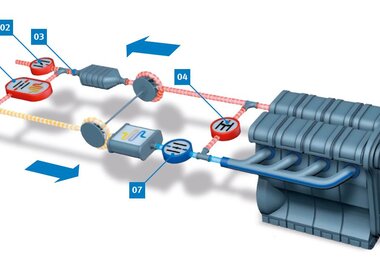
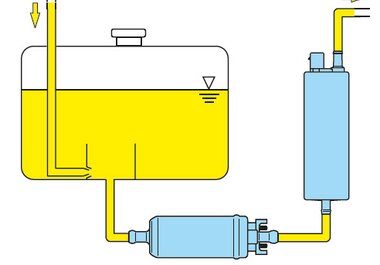
Блок-схемы примеров монтажа электрических топливных насосов
")
Информация о продукте
Механические водяные
Основы
Информация о диагностике
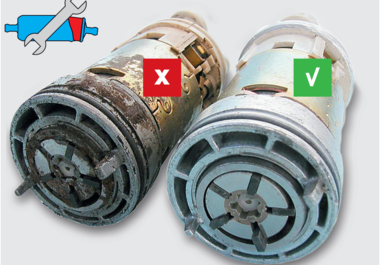
Загрязненное топливо
Повреждения от загрязнения

Информация о продукте
Функция электрического насоса угольного адсорбера (EVAP)
Для снижения выбросов вредных веществ
Информация о диагностике
Fault diagnosis
электрические топливные насосы