Проверка результатов хонингования
Возможности проверки и представление оптимальных параметров хонингования
Информация о диагностике
Хонингование, или же хонинговка, — это процесс тонкой обработки или производственный процесс, применимый почти ко всем материалам. Этот процесс можно применять, например, для поверхностей скольжения поршней для цилиндров двигателей внутреннего сгорания. Используемый инструмент называется «хонинговальная головка», которая вращаясь перемещается вдоль продольной оси, так что в конечном итоге поверхность чаще всего можно узнать по перекрестному рисунку шлифованию. Как же измеряют результаты хонинговки на детали и как оценивают поверхность или форму? Существуют ли оптимальные параметры хонингования? В этой статье вы узнаете о разных методах проверки и оценки, позволяющих проверить качество поверхности (шероховатость поверхности) и отклонения от круглости в цилиндр.
Возможности проверки
Прибор для измерения шероховатости
")
Микроскоп
")
Наряду с профилем шероховатости и протоколом измерений сделанные под микроскопом снимки являются хорошим средством визуализации и документирования качества хонингования.
Высокоточный измерительный прибор для внутренних
поверхностей
")
При помощи высокоточного измерительного прибора для внутренних поверхностей можно проанализировать большинство из указанных ниже форм цилиндра.
Оценка поверхностей
| Измеряемая величина | Описание | ||
| средние значения шероховатости |
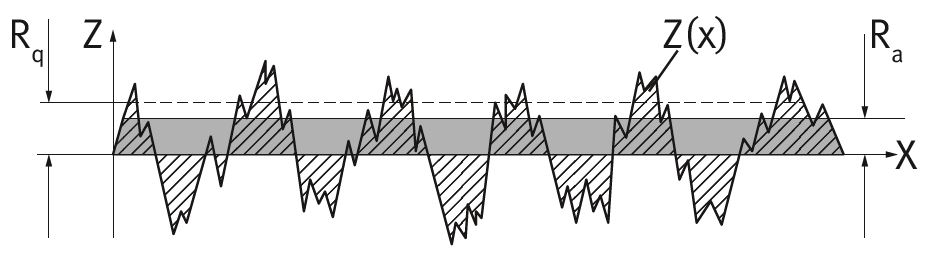
Ra | среднее арифметическое всех значений профиля шероховатости |
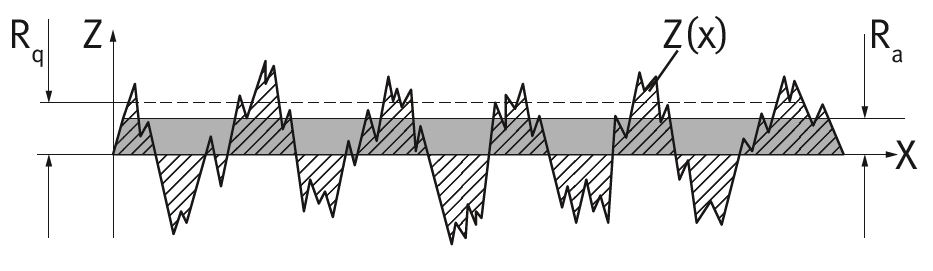 |
| единичная глубина шероховатости |
Rz1 | сумма высоты максимального выступа профиля и глубины максимальной впадины профиля шероховатости в пределах отдельного участка измерения (lr) |
|
| глубина шероховатости | Rz | среднее арифметическое значение единичных глубин шероховатости Rz1 следующих друг за другом отдельных участков измерения |
 |
| Rmax | максимальная единичная глубина шероховатости в пределах всего участка измерений |
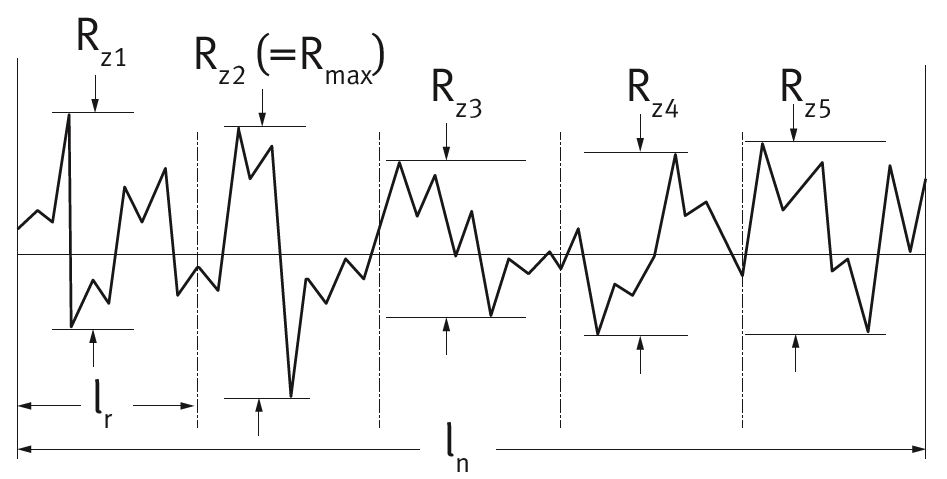
| глубина шероховатости основной области |
Rk | глубина основного профиля шероховатости |
| уменьшенная высота выступов |
Rpk | усредненная высота выступов за пределами основной области |
| уменьшенная глубина впадин |
Rvk | усредненная глубина впадин за пределами основной области |
| доля материала | Mr1 | наименьшая доля материала основного профиля шероховатости |
| Mr2 | наибольшая доля материала основного профиля шероховатости |
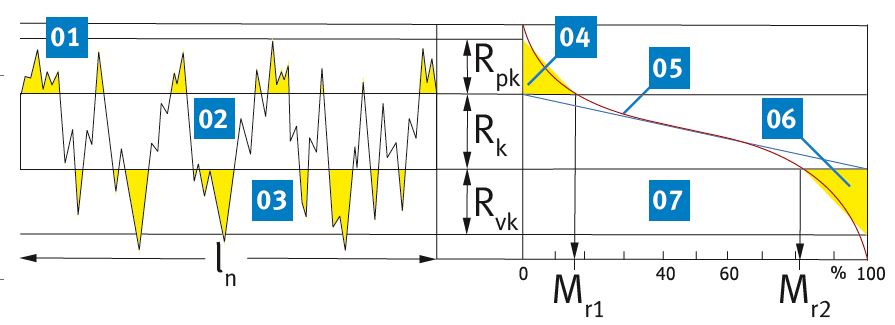
Пояснение
01 область выступов профиля
02 основная область
03 область впадин профиля
04 «поверхность выступов»
05 кривая материала (кривая Эббота)
06 «поверхность впадин»
07 доля материала
| Измеряемая величина | Единица измерения |
Рекомендуемые значения Базовая длина: 4,8 мм / острие щупа: 2 мкм / 90° |
||
| легковые автомобили, бензин / дизель |
грузовые автомобили, дизель |
|||
| среднее арифметическое значение шероховатости |
Ra | мкм | 0.15 ... 0.40 | 0.30 ... 0.50 |
| уменьшенная высота выступов |
Rpk | мкм | 0.10 ... 0.40 | 0.20 ... 0.60 |
| глубина шероховатости основной области |
Rk | мкм | 0.20 ... 0.60 | 0.50 ...1.50 |
| уменьшенная глубина впадин |
Rvk | мкм | 0.50 ... 1.00 | 0.50 ... 1.50 |
| наименьшая доля материала | Mr1 | % | 4 ... 12 | 4 ... 10 |
| наибольшая доля материала | Mr2 | % | 75 ... 90 | 80 ... 90 |
| угол хонингования | α | ∠° | 25 ... 45 | 40 ... 60 |
Оценка форм и геометрии
| Вид дефекта | Причина дефекта | Меры по устранению | ||
 некруглости некруглости |
0-й порядок: идеальный цилиндр |
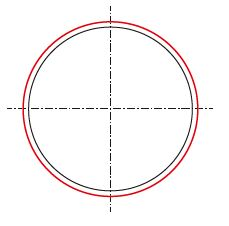 |
правильная геометрия | |
| 1-й порядок: эксцентричность |
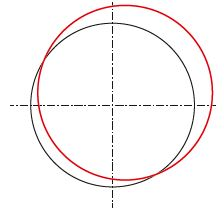 |
неподвижная хонинговальная головка |
проверка свободного хода хонинговальной головки |
|
| 2-й порядок: овальный цилиндр |
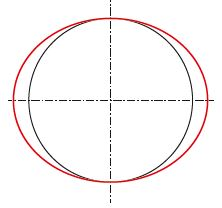 |
деформации и перегрев | снижение давления резания – при необходимости замена хонинговальных брусков |
|
| 3-й порядок: треугольные некруглости |
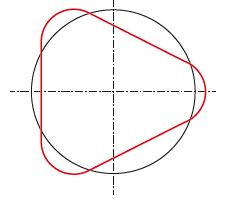 |
деформации 2-го и 4-го порядка |
способы устранения, см. 2-й и 4-й порядок |
|
| 4-й порядок: квадратные погрешности формы |
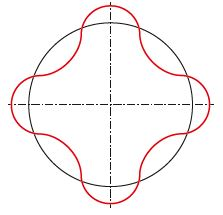 |
в основном деформации, вызванные неправильной затяжкой болтов крепления головки блока цилиндров |
снижение деформаций благодаря применению хонинговальных очков |
|
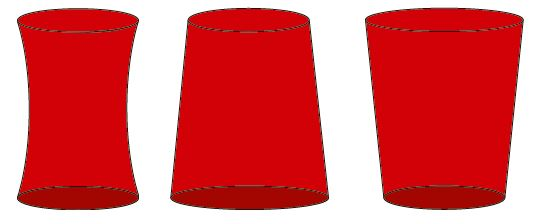 седлообразность, конусообразность седлообразность, конусообразностьи воронкообразность |
неправильное положение хода: перебег бруска слишком велик со стороны, где диаметр больше |
коррекция положения хода – уменьшение перебега бруска или применение более коротких хонинговальных брусков |
||
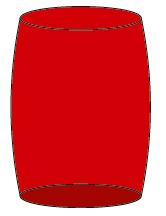 бочкообразность бочкообразность |
хонингование со слишком малым перебегом бруска или с применением слишком коротких хонинговальных брусков |
увеличение перебега бруска или применение более длинных хонинговальных брусков |
||
 волнистость волнистость |
чрезвычайно короткие хонинговальные бруски или попытка устранить узкие места задержкой хонинговальной головки |
более длинные хонинговальные бруски, короткий ход при целенаправленной обработке узких мест |
Ключевые слова
Группы продуктов
Это вас тоже могло бы заинтересовать
