Sprawdzanie wyników honowania
Możliwości sprawdzania i prezentacja optymalnych parametrów honowania
Honowanie jest precyzyjnym procesem obróbki i produkcji prawie wszystkich materiałów i może być stosowane na przykład do powierzchni bieżnych tłoków do cylindrów silników spalinowych. Używane narzędzie nazywane jest głowicą honującą i obraca się oraz porusza wzdłuż osi podłużnej, dzięki czemu powierzchnię można zazwyczaj rozpoznać po szlifie krzyżowym. Ale jak zmierzyć wyniki honowania na obrabianym przedmiocie i jak ocenić powierzchnię lub kształt? Czy istnieją optymalne parametry honowania? W tym artykule przedstawiono różne opcje badania i oceny, pozwalające sprawdzić jakość powierzchni (chropowatość powierzchni) i odchylenia okrągłości w cylindrze.
Możliwości sprawdzania
Przyrząd do pomiaru chropowatości
")
Mikroskop
")
Oprócz wykresu pomiaru chropowatości i protokołu pomiarowego zdjęcia mikroskopowe stanowią doskonały środek do wizualizacji i dokumentacji jakości honowania.
Średnicówka
")
Przy użyciu średnicówki można oznaczyć większość z pokazanych poniżej kształtów cylindrów.
Ocena powierzchni
| Wielkość pomiarowa | Opis | ||
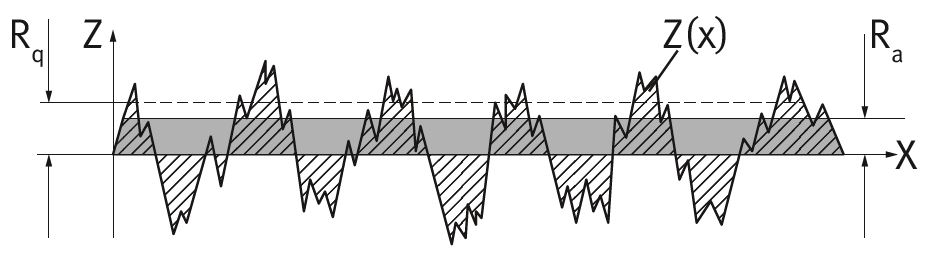
| Średnie wartości chropowatości |
Ra | Średnia arytmetyczna wszystkich wartości profilu chropowatości |
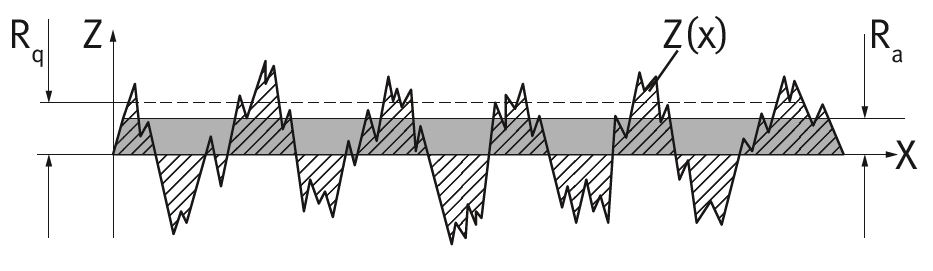 |
| Indywidualna chropowatość |
Rz1 | Suma wysokości największego szczytu i głębokości największego zagłębienia profilu chropowatości pojedynczego odcinka pomiaru (lr) |
|
| Chropowatość | Rz | Średnia arytmetyczna indywidualnych chropowatości Rz1 z kolejnych pojedynczych odcinków pomiaru |
 |
| Rmax | Największa indywidualna chropowatość na całym odcinku pomiaru |
| Chropowatość na poziomie ziaren |
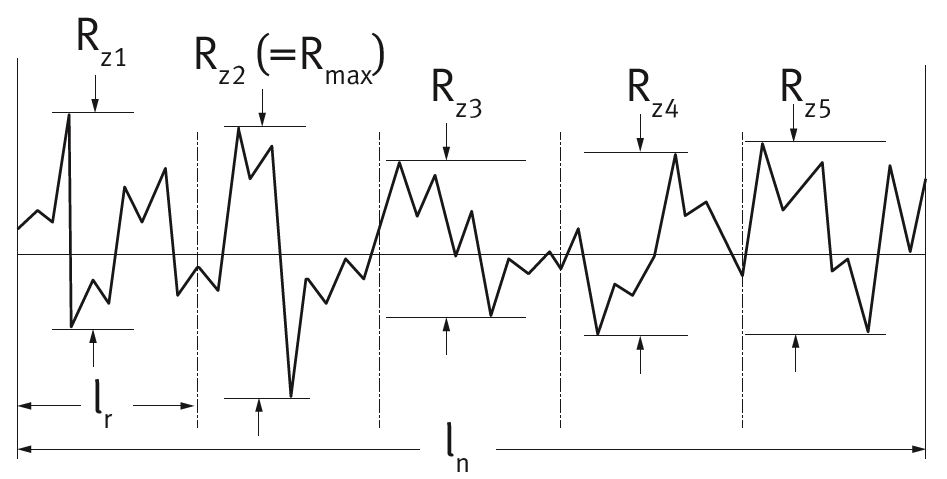
Rk | Głębokość profilu chropowatości na poziomie ziaren |
| Zredukowana wysokość szczytów |
Rpk | Uśredniona głębokość szczytów wystających z obszaru ziaren |
| Zredukowana głębokość rowków |
Rvk | Uśredniona głębokość rowków wystających z obszaru ziaren |
| Udział materiału | Mr1 | Najmniejszy udział materiału profilu chropowatości na poziomie ziaren |
| Mr2 | Największy udział materiału profilu chropowatości na poziomie ziaren |
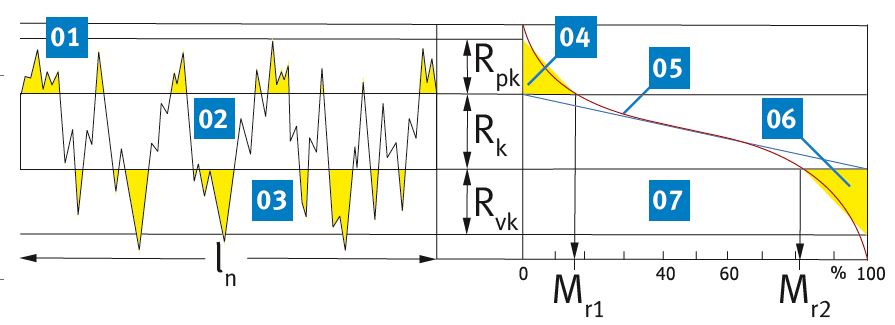
Legenda
01 Obszar szczytów profilu
02 Obszar ziaren
03 Obszar rowków profilu
04 „Powierzchnia szczytów”
05 Krzywa materiałowa (wykres Abbotta)
06 „Powierzchnia rowków”
07 Udział materiału
| Wielkość pomiarowa | Jednostka | Zalecane wartości Odcinek pomiarowy: 4,8 mm, końcówka pomiarowa: 2 μm / 90° |
||
| Samochody osobowe z silnikami benzynowymi lub wysokoprężnymi |
Pojazdy użytkowe z silnikami wysokoprężnymi |
|||
| Średnia arytmetyczna chropowatości |
Ra | μm | 0.15 ... 0.40 | 0.30 ... 0.50 |
| Zredukowana wysokość szczytów |
Rpk | μm | 0.10 ... 0.40 | 0.20 ... 0.60 |
| Chropowatość na poziomie ziaren |
Rk | μm | 0.20 ... 0.60 | 0.50 ... 1.50 |
| Zredukowana głębokość rowków |
Rvk | μm | 0.50 ... 1.00 | 0.50 ... 1.50 |
| Najmniejszy udział materiału |
Mr1 | % | 4 ... 12 | 4 ... 10 |
| Największy udział materiału |
Mr2 | % | 75 ... 90 | 80 ... 90 |
| Kąt skrzyżowania śladów ziaren ściernych |
α | ∠° | 25 ... 45 | 40 ... 60 |
Ocena kształtów i geometrii
| Rodzaj błędu | Powód wystąpienia błędu | Środki zaradcze | ||
 Owalności Owalności |
Rząd 0: doskonały cylinder |
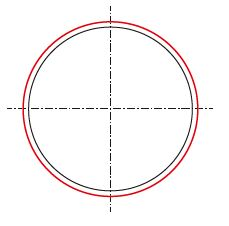 |
Prawidłowa geometria | |
| Rząd 1: mimośrodowość |
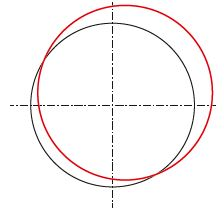 |
Wskutek nieruchomej głowicy honującej |
Sprawdzić swobodę ruchów głowicy honującej |
|
| Rząd 2: owalny cylinder |
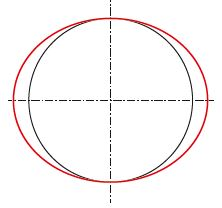 |
Wskutek odkształceń i przegrzania |
Redukcja nacisku skrawania, ewentualnie wymiana osełek ściernych |
|
| Rząd 3: zanieczyszczone owalności |
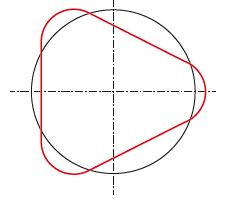 |
Wynikają z odkształceń 2. i 4. rzędu |
Środki zaradcze patrz 2. i 4. rząd |
|
| Rząd 4: kwadratowe błędy kształtu |
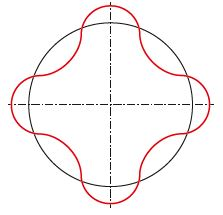 |
Powstają najczęściej wskutek odkształceń spowodowanych dokręcaniem śrub głowicy cylindrów |
Redukcja odkształceń przez zastosowanie płytki dociskowej |
|
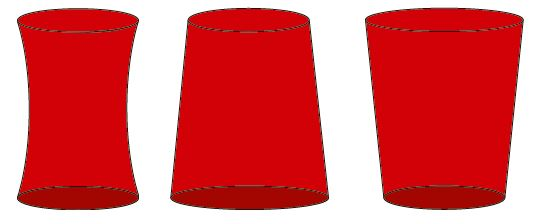 Kształty trąbkowate, stożkowate i lejkowate Kształty trąbkowate, stożkowate i lejkowate |
Powstają wskutek nieprawidłowego ustawienia suwu. Wysuw osełki po stronie większej średnicy jest za duży |
Skorygować ustawienie suwu – zmniejszyć wysuw osełki lub użyć krótszych osełek ściernych |
||
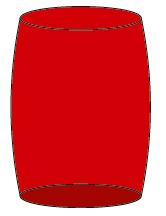 Kształty beczkowate Kształty beczkowate |
Powstają podczas honowania ze zbyt małym wysuwem osełek lub przy użyciu za krótkich osełek ściernych |
Zwiększyć wysuw osełki lub użyć dłuższych pilników do honowania |
||
 Falistość Falistość |
Powstaje przy honowaniu bardzo krótkimi osełkami ściernymi lub w razie usiłowania usunięcia ciasnych miejsc przez pozostawianie głowicy honującej w jednym miejscu przez dłuższy czas |
Dłuższe osełki ścierne, krótki skok przy obróbce ciasnych miejsc |
Słowa kluczowe
Grupy produktów
To może Cię również zainteresować
