Contrôle des résultats de honage
Possibilités de contrôle et représentation des paramètres de honage optimaux
Procédé de production/finition adapté à presque tous les matériaux, l'honage peut être utilisé, par exemple, pour les surfaces de glissement des pistons de cylindres dans les moteurs à combustion. L'outil utilisé, appelé rodoir, se déplace en rotation et dans l'axe longitudinal, de sorte que la surface est généralement reconnaissable à ses passes croisées. Mais comment mesure-t-on les résultats de honage sur une pièce et comment évalue-t-on la surface ou la forme ? Existe-t-il des paramètres de honage optimaux ? Cet article présente différentes possibilités de contrôle et d'évaluation qui permettent de vérifier la qualité de la surface (rugosité) ainsi que les écarts de circularité dans le cylindre.
Possibilités de contrôle
Rugosimètre
")
Microscope
")
Parallèlement au relevé de rugosité et au procèsverbal de mesure, les images microscopiques sont un bon moyen de visualisation et de documentation de la qualité du honage.
Appareil de mesure interne de précision
")
L'appareil de mesure interne de précision permet de mesurer la plupart des formes de cylindres représentées ci-dessous.
Évaluation des surfaces
| Paramètre | Description | ||
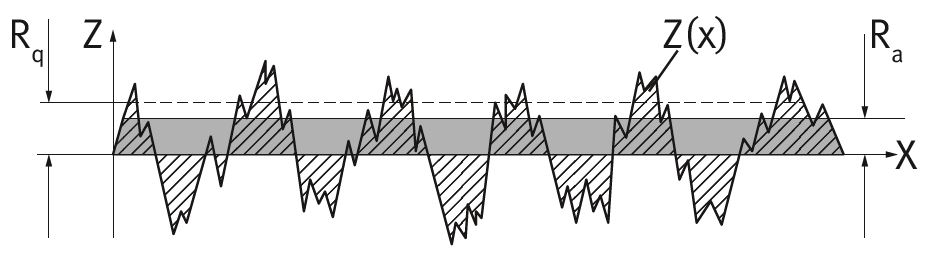
| Rugosités moyennes arithmétiques |
Ra | Valeur moyenne arithmétique des montants de tous les relevés d'un profil de rugosité |
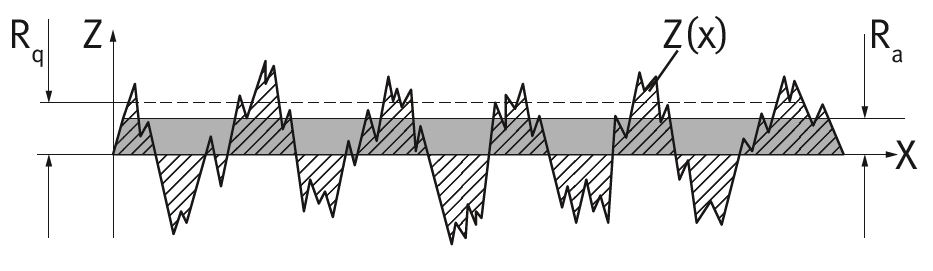 |
| Profondeur de rugosité unique |
Rz1 | Somme de la hauteur de la plus grande saillie d'un profil et de la profondeur de la plus grande vallée d'un profil de rugosité à l'intérieur d'une section unique mesurée (lr) |
|
| Profondeur de rugosité | Rz | Valeur moyenne arithmétique des profondeurs de rugosité uniques Rz1 de sections uniques mesurées consécutives |
 |
| Rmax | Plus grande profondeur de rugosité unique à l'intérieur de la section totale mesurée |
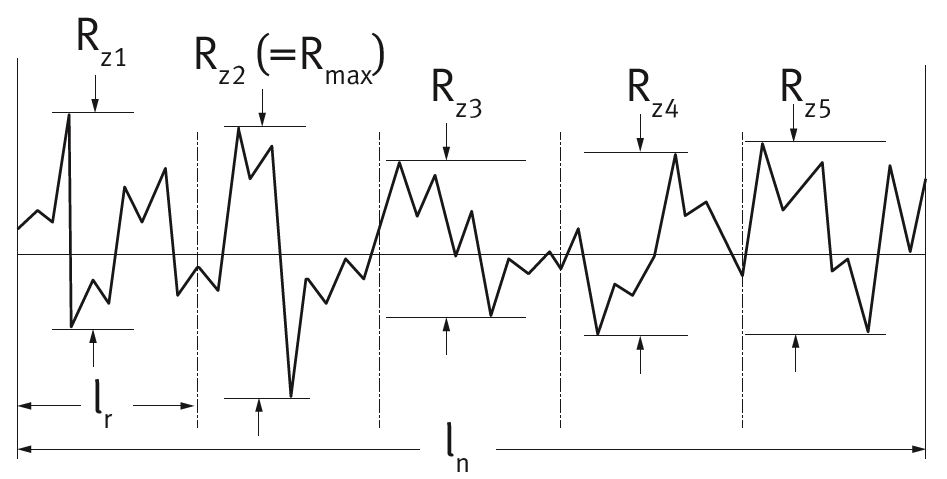
| Profondeur de rugosité du noyau |
Rk | Profondeur du profil du noyau de rugosité |
| Hauteur de saillie réduite | Rpk | Hauteur moyenne des saillies dépassant de la zone du noyau |
| Profondeur des stries réduite |
Rvk | Profondeur moyenne des stries dépassant de la zone du noyau |
| Pourcentage de matière | Mr1 | Plus petit pourcentage de matière du profil de rugosité |
| Mr2 | Plus grand pourcentage de matière du profil de rugosité |
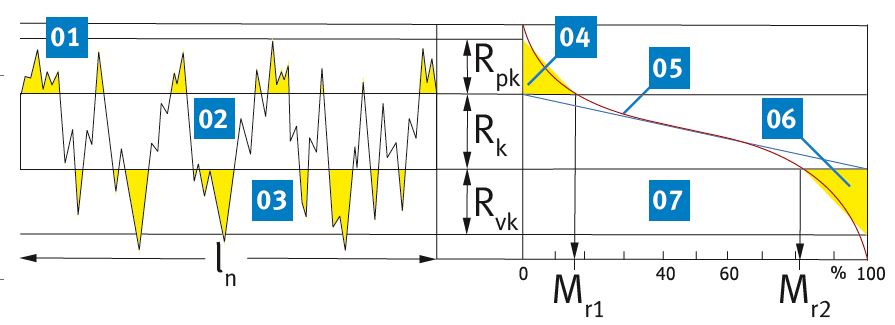
Légende
01 Zone des saillies du profil
02 Zone du noyau
03 Zone des stries du profil
04 « Surface de saillie »
05 Courbe de pourcentage de matière (courbe d'Abbott)
06 « Surface striée »
07 Pourcentage de matière
| Paramètre | Unité | Valeurs recommandées Section de palpage : 4,8 mm / pointe de contact : 2 μm / 90° |
||
| Petrol / diesel passenger car |
Diesel utility vehicle |
|||
| Rugosité moyenne arithmétique |
Ra | μm | 0.15 ... 0.40 | 0.30 ... 0.50 |
| Hauteur de saillie réduite |
Rpk | μm | 0.10 ... 0.40 | 0.20 ... 0.60 |
| Profondeur de rugosité du noyau |
Rk | μm | 0.20 ... 0.60 | 0.50 ... 1.50 |
| Profondeur des stries réduite |
Rvk | μm | 0.50 ... 1.00 | 0.50 ... 1.50 |
| Plus petit pourcentage de matière |
Mr1 | % | 4 ... 12 | 4 ... 10 |
| Plus grand pourcentage de matière |
Mr2 | % | 75 ... 90 | 80 ... 90 |
| Angle de honage | α | ∠° | 25 ... 45 | 40 ... 60 |
Évaluation des formes et des géométries
| Nature du défaut | Cause du défaut | Remède | ||
 Ovalisations Ovalisations |
D'ordre 0 : cylindre parfait |
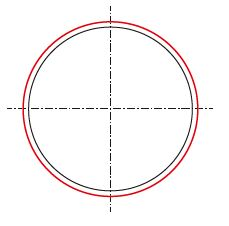 |
Géométrie correcte | |
| Du 1er ordre : excentricité |
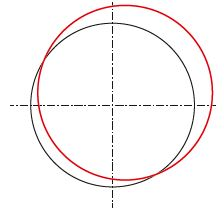 |
Due à l'immobilisation de la tête de honage |
Contrôler la mobilité de la tête de honage |
|
| Du 2ème ordre : cylindres ovales |
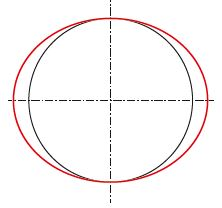 |
Dus à des déformations et à la surchauffe |
Réduction de la pression de coupe – éventuellement remplacement des pierres de honage |
|
| Du 3ème ordre : ovalisations triangulaires |
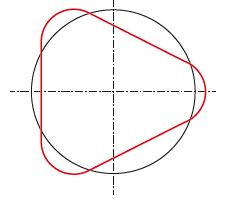 |
Dues à des déformations des 2ème et 4ème ordres |
Remèdes, voir 2ème et 4ème ordres |
|
| Du 4ème ordre : défauts de forme quadratiques |
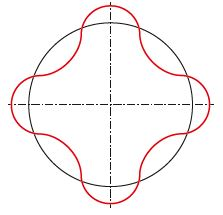 |
Généralement dus à des déformations consécutives au serrage des vis de culasse |
Réduction des déformation par l'utilisation d'une lunette de honage |
|
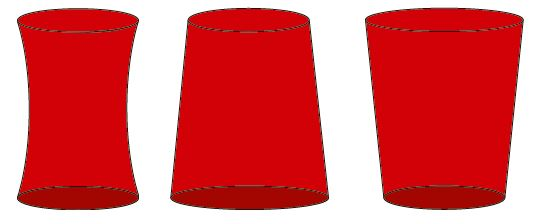 Formes de trompette, de cône et d'entonnoir Formes de trompette, de cône et d'entonnoir |
Dues à un positionnement de la course incorrect. Le dépassement des pierres est trop important sur le côté de plus grand diamètre |
Rectifier le positionnement de la course – réduire le dépassement des pierres ou utiliser des pierres de honage plus courtes |
||
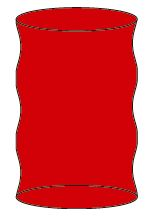
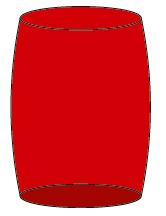 Formes de tonneau Formes de tonneau |
Dues à un honage effectué avec un dépassement des pierres insuffisant ou avec des pierres de honage trop courtes |
Augmenter le dépassement des pierres ou utiliser des barrettes de honage plus longues |
||
 Ondulations Ondulations |
Dues à un honage effectué avec des pierres de honage extrêmement courtes ou à une tentative de suppression des étranglements par le temps de maintien de la tête de honage |
Pierres de honage plus longues, courses courtes lors de l'usinage ciblé d'étranglements |
Mots-clés
Groupes de produits
Cela peut également vous intéresser
